Hi everyone,
I've started this year designing ERS systems and I'm getting a little confused when it comes to the welding and connections of waler beams.
Weld checks I'm doing seem deceptively easy and I'm wondering if it really is all that it is, most examples I'm finding for welding are for real structural connections in buildings so it's hard to get a grasp on something so simple if that makes sense.
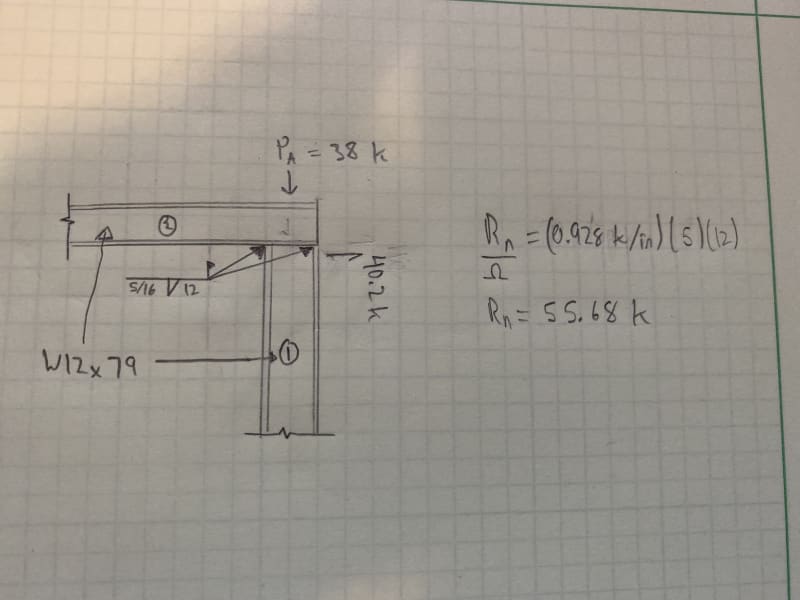
There's no moment at the connection so I'm only doing a shear check right now for a 5/16" fillet weld though I was wondering if I need to do anything for the axial load coming in from the other waler it's connecting to.
If I'm looking at this right as well, it looks like I would only need (1) 9" weld instead of (2) 12" welds correct? Or is there any difference in splitting the up the welds for stability i.e. (1) 4.5" weld on each flange?
Thanks.
I've started this year designing ERS systems and I'm getting a little confused when it comes to the welding and connections of waler beams.
Weld checks I'm doing seem deceptively easy and I'm wondering if it really is all that it is, most examples I'm finding for welding are for real structural connections in buildings so it's hard to get a grasp on something so simple if that makes sense.
There's no moment at the connection so I'm only doing a shear check right now for a 5/16" fillet weld though I was wondering if I need to do anything for the axial load coming in from the other waler it's connecting to.
If I'm looking at this right as well, it looks like I would only need (1) 9" weld instead of (2) 12" welds correct? Or is there any difference in splitting the up the welds for stability i.e. (1) 4.5" weld on each flange?
Thanks.
![[idea]](/data/assets/smilies/idea.gif "[idea] [idea]")