Hi There,
I need some guidance/help with weld calculation.
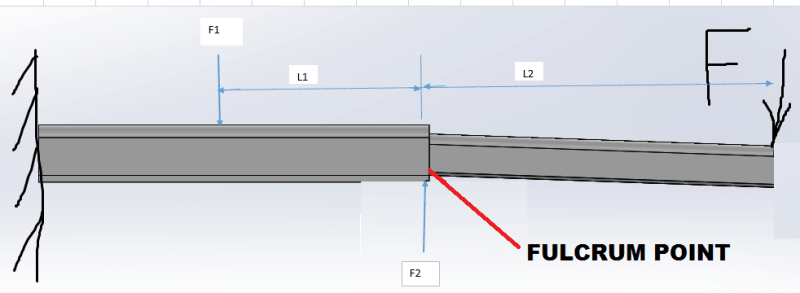
Imagine that you have a C-channel converted to a rectangular tube by welding additional flat plate to it, "CI", with fillet weld. Internal dimensions of a channel are 2"by 3". Now we fixed one end of this welded rectangular tube (c-channel + flat plate) and insert a smaller rectangular member (1.9"X2.9") inside of it (so, we have a cantilever telescopic boom). We apply some force at the tip of a small rectangular tube. Due to some dimensional clearances, small rectangular tube slightly pivots around the edge of the welded rectangular tube until the top edge (from the inserted side) of a smaller tube touches the top internal surface of welded rectangular tube.
Question: how can we estimate the peeling force acting on the fillet weld? C channel is on top of the flat piece.
Thank you,
Sergey
I need some guidance/help with weld calculation.
Imagine that you have a C-channel converted to a rectangular tube by welding additional flat plate to it, "CI", with fillet weld. Internal dimensions of a channel are 2"by 3". Now we fixed one end of this welded rectangular tube (c-channel + flat plate) and insert a smaller rectangular member (1.9"X2.9") inside of it (so, we have a cantilever telescopic boom). We apply some force at the tip of a small rectangular tube. Due to some dimensional clearances, small rectangular tube slightly pivots around the edge of the welded rectangular tube until the top edge (from the inserted side) of a smaller tube touches the top internal surface of welded rectangular tube.
Question: how can we estimate the peeling force acting on the fillet weld? C channel is on top of the flat piece.
Thank you,
Sergey
")