Hello!
I am new to ultrasonics and plastic joining.
I am working on designing a fixture for ultrasonic staking of plastic part to a steel cover.
The Branson 2000ao welder we have does not have a weld by distance option with a linear encoder.
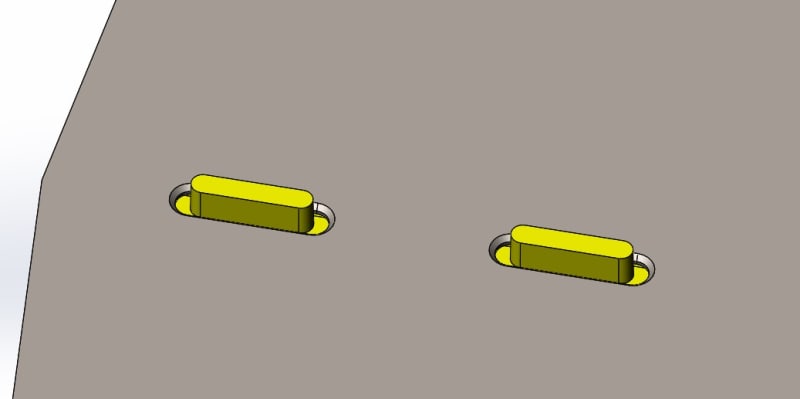
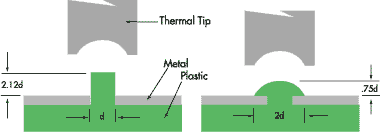
We plan to use a rectangular knurled face horn to strike the plastic bosses to form some head.
I am wondering about preventing the horn from hitting the steel cover and what could be done to prevent this.
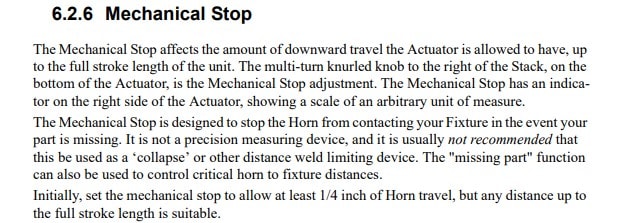
I see this welder and many others come standard with a mechanical stop. The manual seems to suggest that this might not be a reliable or accurate enough way to prevent the horn from hitting the staked part.
I would expect only about 1 mm of head or so for my application.
I also see that common staking methods have the horn make contact with the metal surface. What are the implications of this? will it scream loudly and ruin the titanium horn?
Thank you all.
I know this is a small field so if anyone has any thoughts on this please let me know.
I am new to ultrasonics and plastic joining.
I am working on designing a fixture for ultrasonic staking of plastic part to a steel cover.
The Branson 2000ao welder we have does not have a weld by distance option with a linear encoder.
We plan to use a rectangular knurled face horn to strike the plastic bosses to form some head.
I am wondering about preventing the horn from hitting the steel cover and what could be done to prevent this.
I see this welder and many others come standard with a mechanical stop. The manual seems to suggest that this might not be a reliable or accurate enough way to prevent the horn from hitting the staked part.
I would expect only about 1 mm of head or so for my application.
I also see that common staking methods have the horn make contact with the metal surface. What are the implications of this? will it scream loudly and ruin the titanium horn?
Thank you all.
I know this is a small field so if anyone has any thoughts on this please let me know.