Is die cast overmolding possible? specifically, die casting aluminium to overmold a steel part?
A quick scan of google suggests not, possibly due to the high shrinkage rate of aluminium?
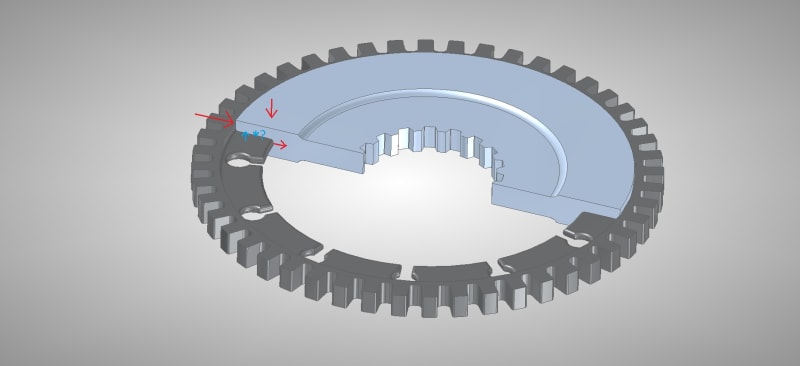
We have a die cast aluminium rotor that we would like to incorporate a steel rim into to act as a target for a hall effect speed sensor (making the entire rotor from steel is not a good option).
A quick scan of google suggests not, possibly due to the high shrinkage rate of aluminium?
We have a die cast aluminium rotor that we would like to incorporate a steel rim into to act as a target for a hall effect speed sensor (making the entire rotor from steel is not a good option).