Dear All
I was reading API 934 C for a new project in our company and I have some doubts with which you might help me.
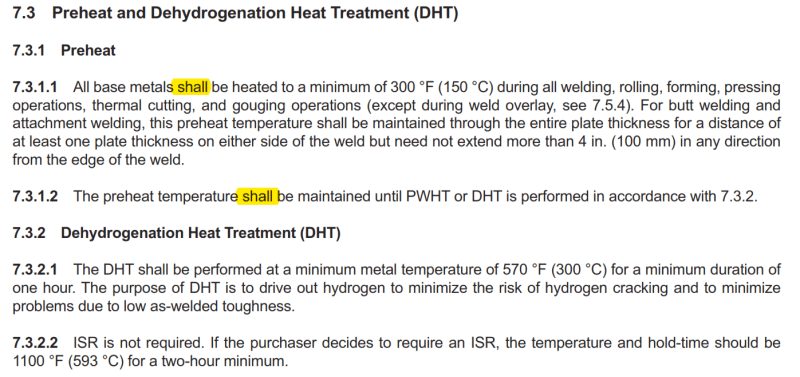
API 934 C Ed.2008: 7.3.1 All base metals shall be heated to a minimum of 300 °F (150 °C) during all welding, rolling, forming, pressing operations, thermal cutting, and gouging operations.
Here the RP uses the word "shall" making it mandatory to preheat the shell material to 150 C before rolling. I find it really difficult to heat the whole shell up to 150 C and maintaining that temperature during all rolling. Have you ever faced this difficulty before? Please share your idea regarding the issue.
Apart from feasibility of the process, I want to know about the possible benefits of this preheating before rolling.
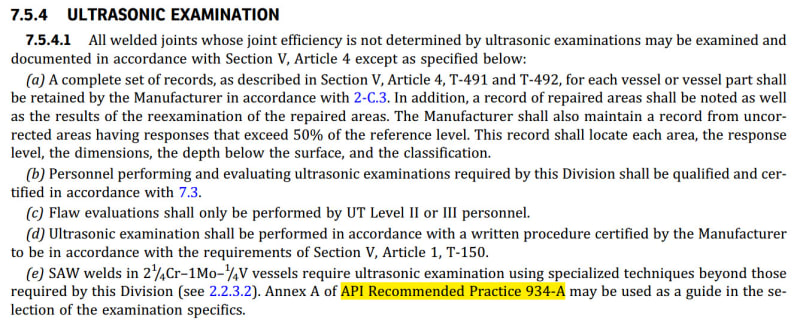
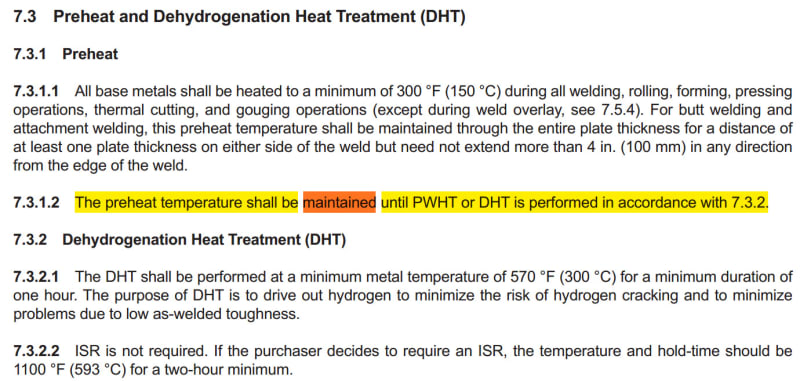
Also the RP continues with a sentence that is even stranger to my eyes. I highlighted that in the image below.
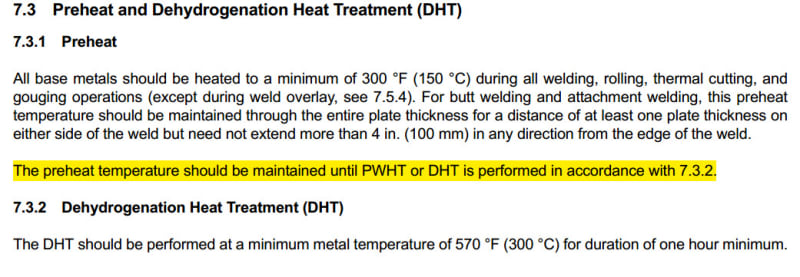
Please tell me what is "maintaining temperature" in this context?
Warm regards
I was reading API 934 C for a new project in our company and I have some doubts with which you might help me.
API 934 C Ed.2008: 7.3.1 All base metals shall be heated to a minimum of 300 °F (150 °C) during all welding, rolling, forming, pressing operations, thermal cutting, and gouging operations.
Here the RP uses the word "shall" making it mandatory to preheat the shell material to 150 C before rolling. I find it really difficult to heat the whole shell up to 150 C and maintaining that temperature during all rolling. Have you ever faced this difficulty before? Please share your idea regarding the issue.
Apart from feasibility of the process, I want to know about the possible benefits of this preheating before rolling.
Also the RP continues with a sentence that is even stranger to my eyes. I highlighted that in the image below.
Please tell me what is "maintaining temperature" in this context?
Warm regards