Hi All,
we currently suffer form unbelievable of mechanical seal failure recurring in hot oil circulation system. We follow a clearly defined procedure in starting up.
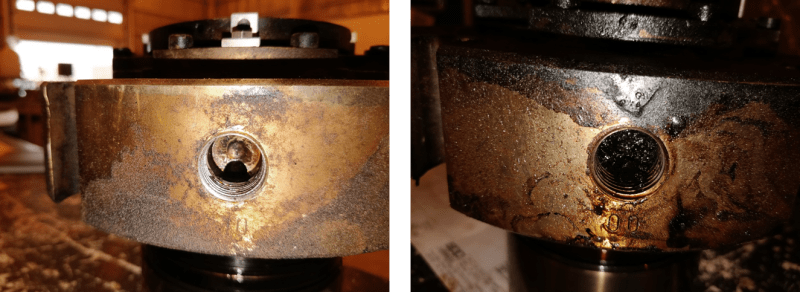
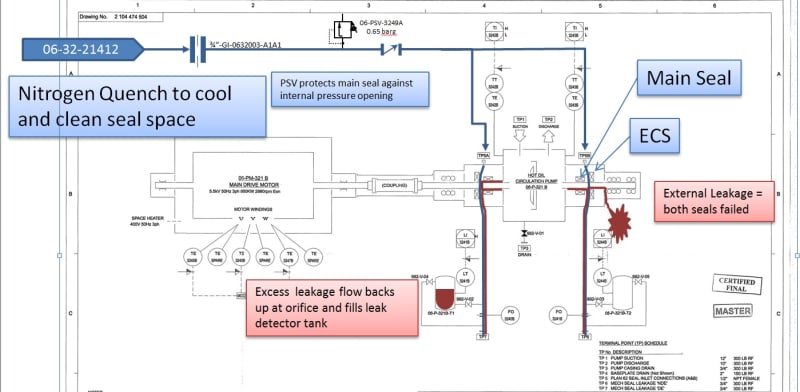
circulation hot oil pump equipped by MS API plan 62. the most problem noted in the first side seal which faced with process hot oil.
Any ideas what is causing the seal failure?
Is the seal plan not suitable for the service?
Your inputs will be greatly appreciated.
regards,
we currently suffer form unbelievable of mechanical seal failure recurring in hot oil circulation system. We follow a clearly defined procedure in starting up.
circulation hot oil pump equipped by MS API plan 62. the most problem noted in the first side seal which faced with process hot oil.
Any ideas what is causing the seal failure?
Is the seal plan not suitable for the service?
Your inputs will be greatly appreciated.
regards,
![[thumbsup2]](/data/assets/smilies/thumbsup2.gif "[thumbsup2] [thumbsup2]")