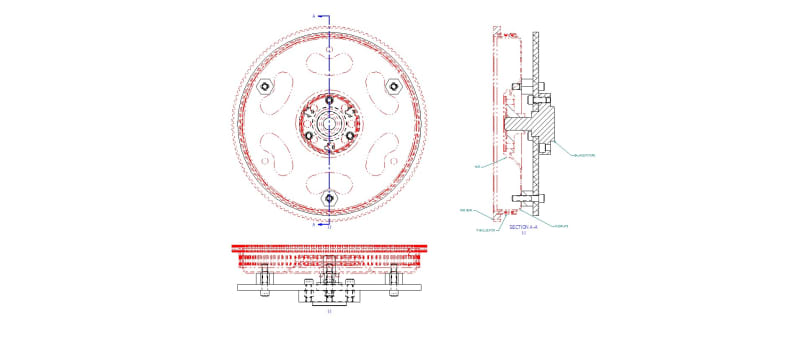
I have a weldment of the above parts and cannot get the balancing below .5 or below 1.
We weld the flexplate to the ring gear first in a fixture. 2nd fixture welds the 1st 2 components to a hub.
and then we weld the timing locator ring in the 3rd weld fixture. We are getting 2.41-2.61 for balance.
Any conversation about this will be greatly appreciated. Anyone do any balancing with 4 components and 3 weldments?
We weld the flexplate to the ring gear first in a fixture. 2nd fixture welds the 1st 2 components to a hub.
and then we weld the timing locator ring in the 3rd weld fixture. We are getting 2.41-2.61 for balance.
Any conversation about this will be greatly appreciated. Anyone do any balancing with 4 components and 3 weldments?