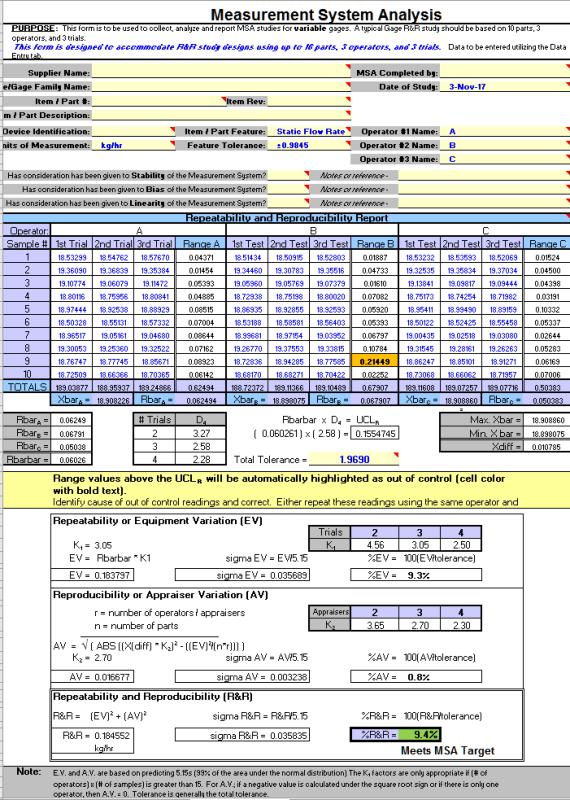
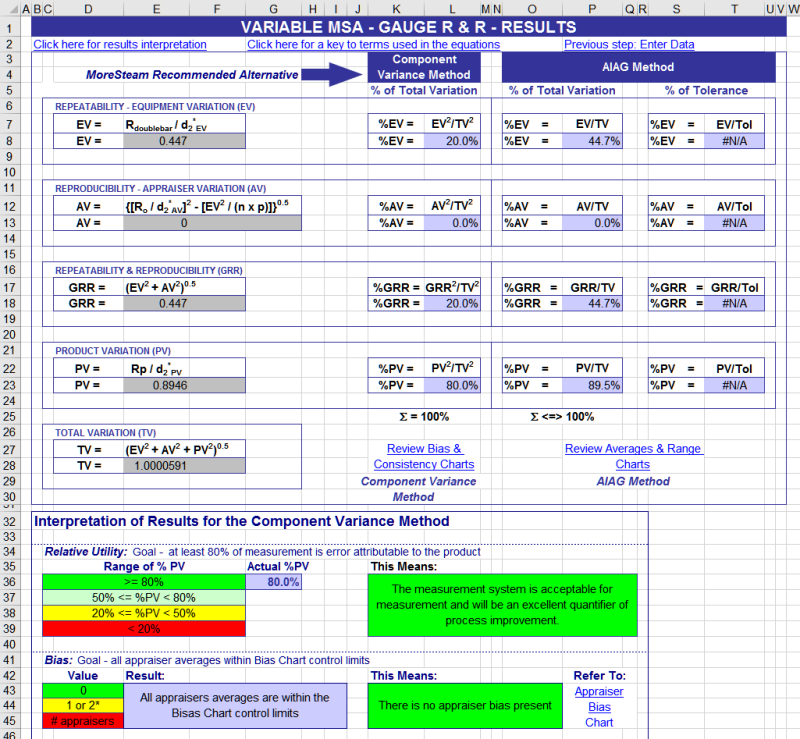
We have some machines that measure flow rate on production components. This is strictly an over check, there is no way to change or calibrate the flow rate at this point. These machines don't have acceptable Gauge Repeatability and Reproducibility (GR&R) values. For simplicity lets say they are 20%.
Product engineering has told production that they have to reduce the pass/fail acceptance criteria by 20% because of the poor GR&R. So if the flow rate product spec tolerance is +/-5% of nominal, production has to use +/-4%. The production manager claims that he can square the GR&R (0.20 x0.20 = 0.04) and he only has to reduce the pass fail tolerance by 4%, so the +/-5% product spec becomes a +/-4.8% production pass/fail criteria.
The production manager has no theory to back up his claim, just "that's the way they did it" where he worked before. Everyone here is scratching their heads. Since each unit we scrap is $$ and our customer is screaming for more production this has become a very hot topic.
----------------------------------------
The Help for this program was created in Windows Help format, which depends on a feature that isn't included in this version of Windows.
Product engineering has told production that they have to reduce the pass/fail acceptance criteria by 20% because of the poor GR&R. So if the flow rate product spec tolerance is +/-5% of nominal, production has to use +/-4%. The production manager claims that he can square the GR&R (0.20 x0.20 = 0.04) and he only has to reduce the pass fail tolerance by 4%, so the +/-5% product spec becomes a +/-4.8% production pass/fail criteria.
The production manager has no theory to back up his claim, just "that's the way they did it" where he worked before. Everyone here is scratching their heads. Since each unit we scrap is $$ and our customer is screaming for more production this has become a very hot topic.
----------------------------------------
The Help for this program was created in Windows Help format, which depends on a feature that isn't included in this version of Windows.