Hi,
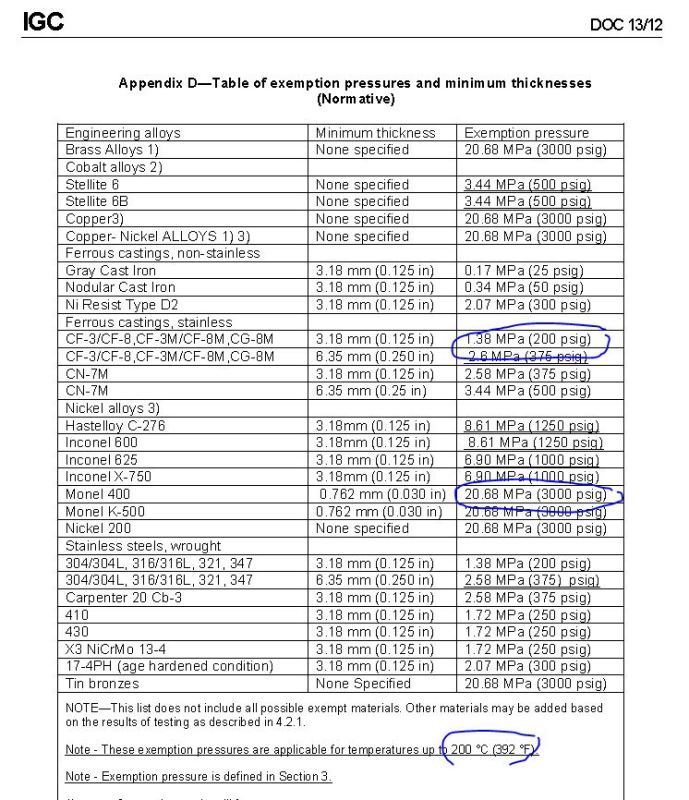
I have a 600# FL RF swing check valve in high speed oxygen service which due to scheduling issues had to have its trim (disk, lever arm, seat) changed to solid monel. The valve vendor just gave us the test documentation and they only tested the shell to 200psi and the seat leak test to 200psi. Considering this is a 600# valve and that the original stainless seat was seal welded and was replaced with solid monel seat, I feel like they need to test it to full code required pressure in order to certify the valve. They claim the valve complies with ASME B16.34 and API598 but I don't feel safe using this valve in critical oxygen service.
Your thoughts on the matter and advise will be greatly appreciated. I went over the code and can't locate a section that will give me clear answer on a rebuilt valve.
Thank you,
KJ
I have a 600# FL RF swing check valve in high speed oxygen service which due to scheduling issues had to have its trim (disk, lever arm, seat) changed to solid monel. The valve vendor just gave us the test documentation and they only tested the shell to 200psi and the seat leak test to 200psi. Considering this is a 600# valve and that the original stainless seat was seal welded and was replaced with solid monel seat, I feel like they need to test it to full code required pressure in order to certify the valve. They claim the valve complies with ASME B16.34 and API598 but I don't feel safe using this valve in critical oxygen service.
Your thoughts on the matter and advise will be greatly appreciated. I went over the code and can't locate a section that will give me clear answer on a rebuilt valve.
Thank you,
KJ
![[bigsmile]](/data/assets/smilies/bigsmile.gif "[bigsmile] [bigsmile]")