gabimo
Mechanical
- May 2, 2013
- 124
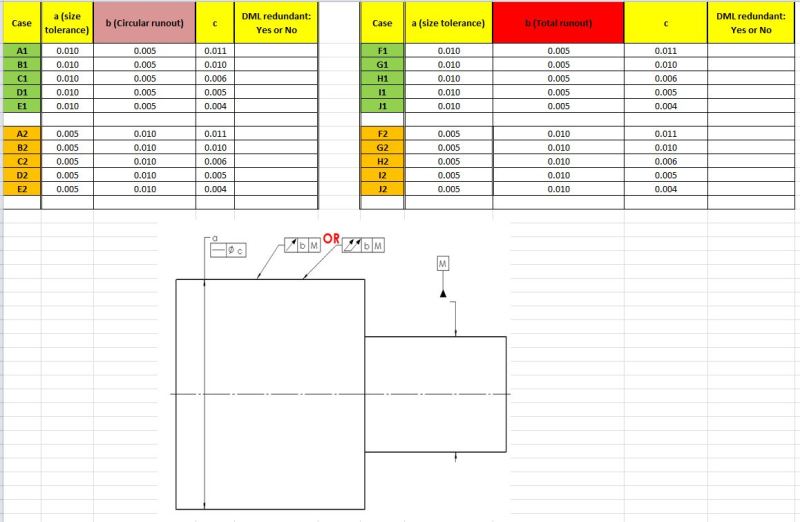
Is circular runout controlling:
1.) Straightness of the cylinder surface?
2.) What about Derived Median Line (DML)?
Same questions for total runout:
Is total runout controlling:
3.) Straightness of the cylinder surface?
4.) What about Derived Median Line (DML)?
In other words, if a cylinder surface (surface feature A) has a circular or total runout shown (in relationship to a datum axis defined by other cylindrical surface, feature B) and a straightness callouts or a derived medial line callouts for the surface feature A are also shown, does the straightness or DML should be smaller than the circular/ total runout?
1.) Straightness of the cylinder surface?
2.) What about Derived Median Line (DML)?
Same questions for total runout:
Is total runout controlling:
3.) Straightness of the cylinder surface?
4.) What about Derived Median Line (DML)?
In other words, if a cylinder surface (surface feature A) has a circular or total runout shown (in relationship to a datum axis defined by other cylindrical surface, feature B) and a straightness callouts or a derived medial line callouts for the surface feature A are also shown, does the straightness or DML should be smaller than the circular/ total runout?