I need your help
Now i am struggling with radius bridging issue on ramp down area of C type as follow
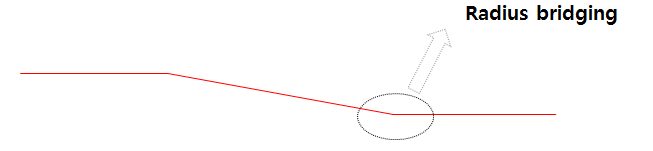
This part is made by hand layup using CFRP fabric prepreg.
Now what i am trying is to enhance consolidation by applying compation for each ply.
Each compation time takes around 10minutes under -28inHg.
I don't know if what i am doing is right or not.
Please give your advice regarding radius bridging issue.
Thank you
Now i am struggling with radius bridging issue on ramp down area of C type as follow
This part is made by hand layup using CFRP fabric prepreg.
Now what i am trying is to enhance consolidation by applying compation for each ply.
Each compation time takes around 10minutes under -28inHg.
I don't know if what i am doing is right or not.
Please give your advice regarding radius bridging issue.
Thank you