metaleng123
Petroleum
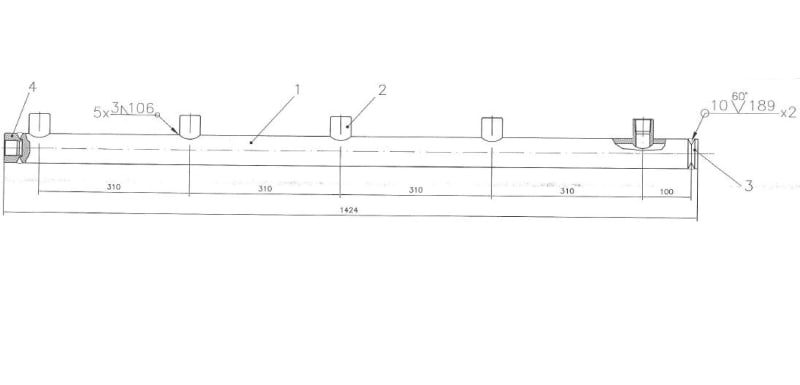
I currently use a welder qualification for S355J2H, BW, thickness 25mm (1"),Ø 298,5, SMAW.Can i use this qualification for a FW, Ø60, thickness of 10mm and the same material quality? If i understand correctly from ASME IX Table QW-452.6 regarding Filler Qualification by Groove-Weld Tests all fillet sizes, material thickness and diameters of a FW can be qualified using a butt weld.If i'm missing something please let me know.