D.Wu
Mechanical
- Jul 27, 2018
- 4
Hello,
I have a fairly noob question but I hope to learn.
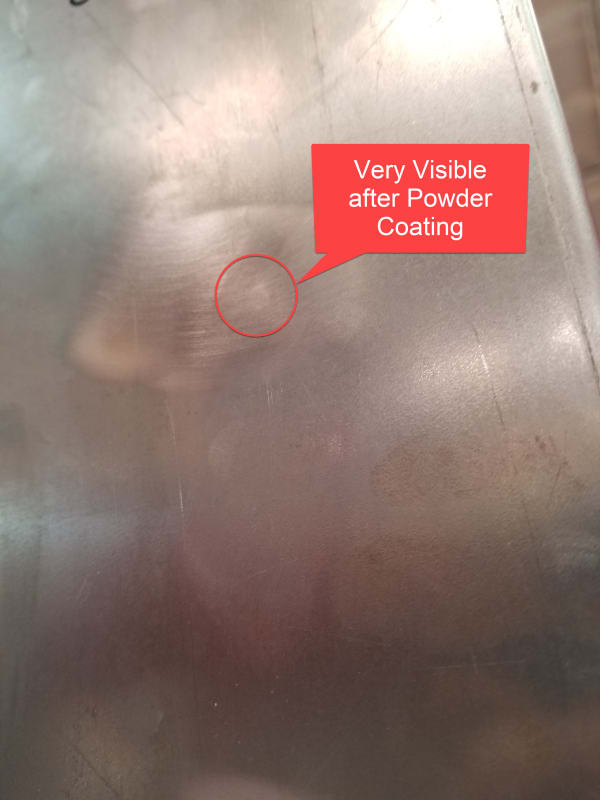
We currently have a product (a cabinet) with a very high aesthetic requirement, it is 18ga 1020 sheet metal that is powder coated with a glossy finish.
The main method that I use to weld everything together are 1/4" plug welds from the inside.
The issue is that from the other side (exterior side) of the plug weld, the heat from welding creates a very slight but annoying visual defect that is very perceivable at an angle because of the glossy paint, basically a heat penetration mark that deforms the sheet metal.
Anyway to eliminate this? I have tried lowering the voltage of the welder but this causes poor penetration and all the welds break easily.
Is there a specific grinding method to do this? Already tried grinding with a 40 then 80 grit wheel, minimized but still perceivable.
Is this the best finish I can get?
I have attached a picture to illustrate the problem.
I have a fairly noob question but I hope to learn.
We currently have a product (a cabinet) with a very high aesthetic requirement, it is 18ga 1020 sheet metal that is powder coated with a glossy finish.
The main method that I use to weld everything together are 1/4" plug welds from the inside.
The issue is that from the other side (exterior side) of the plug weld, the heat from welding creates a very slight but annoying visual defect that is very perceivable at an angle because of the glossy paint, basically a heat penetration mark that deforms the sheet metal.
Anyway to eliminate this? I have tried lowering the voltage of the welder but this causes poor penetration and all the welds break easily.
Is there a specific grinding method to do this? Already tried grinding with a 40 then 80 grit wheel, minimized but still perceivable.
Is this the best finish I can get?
I have attached a picture to illustrate the problem.