iam42
Industrial
- Feb 15, 2007
- 175
Hi guys,
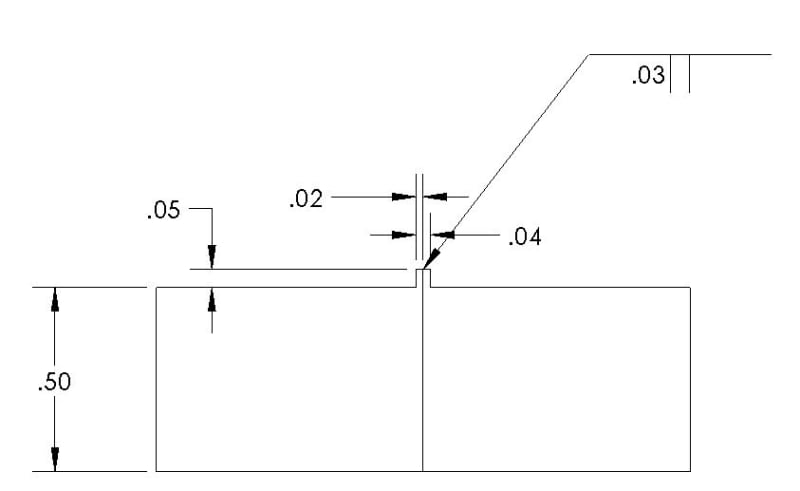
I am scratching my head here and was looking for some advice on how to qualify (ASME IX) the butt weld shown in the sketch.
Any ideas would be appreciated. I would prefer to use no weld wire if possible.
Dimension are in inches.
I am scratching my head here and was looking for some advice on how to qualify (ASME IX) the butt weld shown in the sketch.
Any ideas would be appreciated. I would prefer to use no weld wire if possible.
Dimension are in inches.